
аТЮХЭЦМі
ВЬЫОЙЄвЕCTЖдAIЗўЮёЦїЖрЯрЕч...
ЁЁЁЁAIЗўЮёЦїЭЈГЃ
ВЬЫОШ§зјБъВтСПЛњдкздгЩЧњУцВтСП...
ЁЁЁЁВЬЫОШ§зјБъВтСП
ВЬЫОШ§зјБъгЕБЇAIШЫЙЄжЧФмМгЫй...
ЁЁЁЁЫцзХПЦММЕФРЫГБ
ВЬЫОШ§зјБъВтСПЛњГЩЮЊЯжДњжЦдьвЕ...
ЁЁЁЁдкЕБНёЕФПЦММРЫ
ВЬЫОШ§зјБъЁЖCALYPSOИпМЖ...
ЁЁЁЁВЬЫОШ§зјБъЁЖC
СЊЯЕЮвУЧ
Еч ЛАЃК400-1500-108
зљ ЛњЃК0512-50369657
ДЋ ецЃК0512-57566118
гЪ ЯфЃКzeiss.sale@yosoar.com
Еи жЗЃКРЅЩНЪаДКъЭТЗ664КХМЮдЃЙњМЪЙуГЁ1ДБ1001Ъв
е§Нт-ЙмРрЙЄМўЮЛжУЖШЮѓВюЦРЖЈ
ЙмРрЙЄМўОЁЙмЦфздЩэЙЋВювЊЧѓвЛАуЖМНЯДѓЃЌЕЋгЩгкЦфЭМбљЩЯЫљашЦРЖЈЕФЖдЯѓвЛАуЖМЮЊжааФЯпЃЌЪЙЦфдкЪЕМЪВтСПЪББЛВтвЊЫиЕФЩњГЩКЭЦРЖЈЖМБШНЯТщЗГЁЃШчЭМУшЪіЕФФГжжЙмМўЕФВтСПвЊЧѓЁЃ
1ЃЉ ЭМбљЕФНтЖС
ИУЭМбљжаЛљзМЬхЯЕЗЧГЃУїШЗЃЌЦфжаЕк1ЛљзМЮЊдВжљAЃЌЫћдМЪјСЫЙЋВюДјЕФПеМфЗНЮЛЃЈ4ИіздгЩЖШЃЉЁЃЕк2ЛљзМЮЊдВжљBЃЌЫќдМЪјСЫЙЋВюДјШЦAЛљзМЕФЛизЊздгЩЖШЃЈ1ИіздгЩЖШЁЃЕкШ§ЛљзМЦНУцCдђдМЪјСЫНЯКѓ1ИібгAжсЕФздгЩЖШЁЃЖјЧвЖдетаЉЛљзМЬиеїЖМБъзЂСЫЯргІЕФЙЋВюЁЃашвЊЦРЖЈЕФЪЧжаМфвЛЖЮЙмзгЕФжааФЯпМАСЌНгЖЮжааФЯпЕФЮЛжУЖШЁЃ
2ЃЉЙЄМўЕФзАМа
ИУЙЄМўОЁЙмЬхСПВЛДѓЃЌЕЋгЩгкОжВПаЮзДЖМЪЧЛизЊТжРЊУцЃЌШчвЊдквЛИіЗНЯђЩЯШЋВПВтЕНЃЌдђашвЊХфжУзЊЬЈЛђЖржжЬНеыЃЌПМТЧЕНБЛВтвЊЫиЕФОЋЖШвЊЧѓВЂВЛИпЃЌвђДЫжЛашМђЕЅ МДПЩЁЃПЩвдПМТЧгУVаЭПщЃЌАВзАЗНЮЛПЩвдМђЕЅЕибиXЛђYжсЁЃзАМаЪБашШУГіБЛВтЬиеїКЭЛљзМЬиеїЃЌвЊзЂвтЕФЪЧМгНєЪБВЛФмШУЙЄМўВњЩњБфаЮЁЃ
3ЃЉЬНеыХфжУ
ХфКЯЙЄМўАВзАЃЌжЛашХфжУвЛИљЬНеыМДПЩЃЌЬНеыЕФГЄЖШжЛвЊВЛгызАМазАжУВЛИЩЩцМДПЩЁЃ
4ЃЉВтСПЦРЖЈЙ§ГЬ
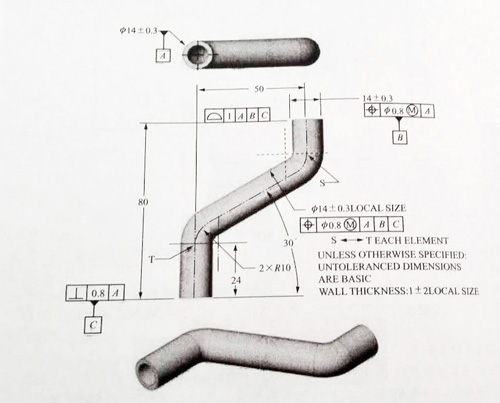
дкЕБЧАВтСПзјБъЯЕЯТЃЌВтСПЛљзМдВжљAЃЌФтКЯЕНДІЕУЕНЛљзМжааФЯпAЃЛВтСПЛљзМдВжљBЃЌВЂдкЛљзМAЕФдМЪјЯТЃЌФтКЯЕНДІЛљзМжааФЯпBЃЛВтСПЛљзМУцCЃЛШЗЖЈБЛВтвЊЫиВтЕуЕФЬсШЁНиУцЃЌдкИїНиУцЩЯЗжБ№ВтСПНиУцдВВЂЕНДІжааФЕуЁЃЕїгУВтСПШэМўЮЛжУЖШЦРЖЈЙІФмЃЌжЦЖЈЦРЖЈЛљзМЃЈвЛЛљзМAЁЂЕкЖўЛљзМBМАЕкШ§ЛљзМCЃЉЃЌЪфШыЙЋВюжЕЃЌБЛВтвЊЫиУћвхжЕЁЂЙЋВюКЭЪЕВтжЕЃЌбЁдёБЛВтвЊЫиЕФНЯДѓЪЕЬхвЊЧѓНјааЮЛжУЖШЮѓВюЦРЖЈЁЃ
етРявЊзЂвтЃК
1ЃЉЩЯУцЪЧНЋећИіБЛВтвЊЫиЗжНтЮЊИїНиУцдВЕФжааФРДМгвдВтСПКЭЮѓВюЦРЖЈЃЌвђДЫОпЬхШЗЖЈЩшжУФФаЉКсНиУцЃЈЮЛжУКЭЪ§СПЃЉЃЌЖМгІдкВтСПЙцЗЖжаЙцЖЈЃЛ
2ЃЉгЩгкзЊЛЏГЩСЫНиУцдВдВаФЕФЮЛжУЖШЃЌвђДЫЦфЙЋВюДјЪЧдкНиУцЩЯЕФвЛИідВаЮЧјгђЁЃ(ЮФ/ЗбРіФШ Бр/alva)
ИќЖрВтСПММЪѕЮФЯзОДЧыЙизЂВЬЫОШ§зјБъЪкШЈДњРэРЅЩНгбЫЖwww.yosoar333.com
гбЫЖВтСПЗўЮёжааФШЋУцЩ§МЖЃЌЬсЙЉКЯЭЌВтСПЁЂХфМўЯњЪлЁЂВтСПНтОіЗНАИЕШЃЌЛЖгЕНЗУЃЁ
ЙиМќДЪ:ВЬЫОШ§зјБъДњРэ,ВЬЫОШ§зјБъ,ВЬЫОШ§зјБъВтСПвЧ,ВЬЫОШ§зјБъВтСПЗўЮё
ЯрЙидФЖС

