
新闻推荐
蔡司工业CT对AI服务器多相电...
AI服务器通常
蔡司三坐标测量机在自由曲面测量...
蔡司三坐标测量
蔡司三坐标拥抱AI人工智能加速...
随着科技的浪潮
蔡司三坐标测量机成为现代制造业...
在当今的科技浪
蔡司三坐标《CALYPSO高级...
蔡司三坐标《C
联系我们
电 话:400-1500-108
座 机:0512-50369657
传 真:0512-57566118
邮 箱:zeiss.sale@yosoar.com
地 址:昆山市春晖路664号嘉裕国际广场1幢1001室
工业CT孔隙率 气孔缺陷的检测与研究
发布时间:2021-06-28 13:52:34 点击次数:次
工业CT气孔缺陷的检测与研究
气孔是零部件内部缺陷的主要形式之一,其体积与位置分布随机性较大,在外加载荷的作用下,气孔缺陷会不断变化,最终会导致零部件整体结构的破坏。
赵超凡等采用工业CT研究了零部件在拉伸试验过程中宏微观气孔缺陷的演化过程,研究结果表明,随着零部件变形的增加,其内部缺陷会产生两种情况:新气孔的萌生和原气孔的增长。基于以上研究结果,提出了多尺度气孔缺陷表征方法,很好地描述了从微观气孔萌生、增长到零部件失效的全过程,如图2所示。从图2可以看出,随着零部件变形的加剧,零部件的焊接处不断产生新的气孔,分布位置没有固定规律,而原有气孔的体积也会增大。在零部件变形过程中,气孔缺陷的数量和体积均有所增加,而其形状没有明显改变。
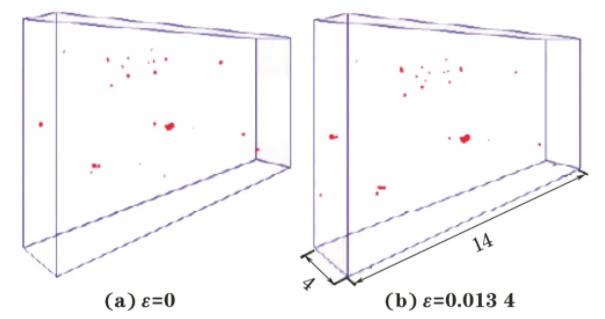
图2 零部件变形过程中气孔演化过程(ε为应变)
POLOZOV等通过选区激光熔覆法制备了钛合金化合物,并利用蔡司工业CT技术检测其内部孔隙的尺寸与分布,从而研究了合金的致密性。结果表明合金内部孔隙尺寸为32μm,孔隙率只有0.7%,制备的钛合金化合物是一种全致密材料。
关键词:蔡司工业CT,工业CT,无损检测
相关阅读

