
аТЮХЭЦМі
ВЬЫОШ§зјБъZEISS SPEC...
ЁЁЁЁРЅЩНгбЫЖ(ВЬЫО
ВЬЫОШ§зјБъВтСПЛњаТвЛДњZEIS...
ЁЁЁЁВЬЫОШ§зјБъаТЦЗ
ВЬЫОШ§зјБъВтСПЛњspectru...
ЁЁЁЁЕТЙњВЬЫОШ§зјБъ
ВЬЫОЙЄвЕCT,ВЬЫОШ§зјБъЦћГЕЕч...
ЁЁЁЁЦћГЕжЧФмЛЏЃЌЕч
СЊЯЕЮвУЧ
Еч ЛАЃК400-1500-108
зљ ЛњЃК0512-50369657
ДЋ ецЃК0512-57566118
гЪ ЯфЃКzeiss.sale@yosoar.com
Еи жЗЃКРЅЩНЪаДКъЭТЗ664КХМЮдЃЙњМЪЙуГЁ1ДБ1001Ъв
ЪЙгУШ§зјБъВтСПЛњМьВтЭЌжсЖШЕФЗНЗЈМААИР§
ЁЁ ЪЙгУШ§зјБъВтСПЛњМьВтЭЌжсЖШЕФЗНЗЈМААИР§
ЁЁЁЁЭЌжсЖШЪЧЖЈЮЛЙЋВюЕФвЛжж,РэТле§ШЗЮЛжУМДЮЊЛљзМжсЯпЁЃгЩгкБЛВтжсЯпЖдЛљзМжсЯпЕФВЛЭЌЕуПЩФмдкПеМфИїИіЗНЯђЩЯГіЯж,ЙЪЦфЙЋВюДјЮЊвЛвдЛљзМжсЯпЮЊжсЯпЕФдВжљЬх,ЙЋВюжЕЮЊИУдВжљЬхЕФжБОЖ,дкЙЋВюжЕЧАзмМгзЂЗћКХЁАЁБЁЃЭЌжсЖШЙЋВюЪЧгУРДПижЦРэТлЩЯгІЭЌжсЕФБЛВтжсЯпгыЛљзМжсЯпЕФВЛЭЌжсГЬЖШЁЃ
ЁЁЁЁЖдгкЙцдђжсРрСуМў,вЛАуПЩВЩгУVаЭжЇМмЁЂИжЧђМгИмИЫАйЗжБэЛђЦЋАквЧЕШзЈгУМьОпМАзщКЯИЈОпРДМьВтЭЌжсЖШ;ЖдгкЯфЬхПзРрСуМў,вЛАуПЩВЩгУаОжсМгИмИЫАйЗжБэЛђРћгУдВЖШвЧРДМьВтЭЌжсЖШЁЃЕЋЖдгквЛаЉДѓаЭСуВПМў(ШчЛњДВжїжсЕШ)ЛђВЛЙцдђжсРрСуМўвдМАЯфЬхСуМўЕФВЛЙцдђФкПз,ВЩгУГЃЙцЗНЗЈВтСПЭЌжсЖШдђКмФбЪЕЯжЛђЗЧГЃТщЗГЁЃ
ЁЁЁЁЭЌжсЖШгУГЃЙцЙЄОпБШНЯФбВт,дкШеГЃЙЄзїжаГЃгУВтСПЬјЖЏЕФЗНЗЈДњЬцЁЃВтСПЬјЖЏЕФЗНЗЈвЛАуЪЧгУЦЋАквЧЖЅзЁСНИіжааФПзЛђепгУГЕДВМаГж,етбља§зЊСуМў,ПДАйЗжБэ(ЛђЧЇЗжБэ)ЕФЪ§жЕЁЃШчЭМ1ЫљЪО,d168.4g6ЮЊЛљзМA,вЊЧѓВтСПd155n6ЖдЛљзМAЕФЭЌжсЖШd0.05ЁЃНЋзюзѓЖЫМадкГЕДВПЈХЬЩЯ,дкЖЅМтВПгУАйЗжБэЯШДђЛљзМеве§,дйНЋБэвЦжСd155n6ЖЫ,ЙлВьДЫЪББэЕФЖСЪ§ВюжЕ,МДЮЊЭЌжсЖШжЕЁЃ
ЁЁЁЁЭЌжсЖШМьВтЪЧЮвУЧдкВтСПЙЄзїжаОГЃгіЕНЕФЮЪЬт,ДЫЪБ,гУШ§зјБъВтСПЛњ(CMM)РДВтСПЭЌжсЖШЪЧвЛжжВЛДэЕФбЁдёЁЃCMMВтСПЭЌжсЖШЕФзюДѓЬиЕуЪЧЮоаызЊЖЏЙЄМў,ЮоаызЈгУаОжсЛђзЈгУжЇМм,ЮоаыЛњаЕеве§,жЛашгУВтЭЗЬНеыЖдЙЄМўШЁЕуВЩбљ,МДПЩПьЫйЪфГіВтСПНсЙћЁЃгУШ§зјБъНјааЭЌжсЖШЕФМьВтВЛНіжБЙлЧвгжЗНБу,ЦфВтСПНсЙћОЋЖШИп,ВЂЧвжиИДадКУЁЃОЙ§ЫМПМзмНсСЫвЛаЉЙигкЭЌжсЖШВтСПЕФФкШнЁЃ
ЁЁЁЁ1 гУШ§зјБъВтСПЭЌжсЖШЕФЗНЗЈ
ЁЁЁЁЖдгкЛљзМдВжљгыБЛВтдВжљ(НЯЖЬ)ОрРыНЯдЖЪБВЛФмгУВтСПШэМўжБНгЧѓЕУ,ЭЈГЃгУЙЋЙВжсЯпЗЈЁЂжБЯпЖШЗЈЁЂЧѓОрЗЈЧѓЕУЁЃ
ЁЁЁЁ2.1 ЙЋЙВжсЯпЗЈ
ЁЁЁЁдкБЛВтдЊЫиКЭЛљзМдЊЫиЩЯВтСПЖрИіКсНиУцЕФдВ,дйНЋетаЉдВЕФдВаФЙЙдьвЛЬѕ3DжБЯп,зїЮЊЙЋЙВжсЯп,УПИідВЕФжБОЖПЩвдВЛвЛжТ,ШЛКѓЗжБ№МЦЫуЛљзМдВжљКЭБЛВтдВжљЖдЙЋЙВжсЯпЕФЭЌжсЖШ,ШЁЦфзюДѓжЕзїЮЊИУСуМўЕФЭЌжсЖШЁЃетЬѕЙЋЙВжсЯпНќЫЦгквЛИіФЃФтаФжс,вђДЫетжжЗНЗЈНгНќСуМўЕФЪЕМЪзАХфЙ§ГЬ[1]ЁЃ
ЁЁЁЁ1.2 жБЯпЖШЗЈ
ЁЁЁЁдкБЛВтдЊЫиКЭЛљзМдЊЫиЩЯВтСПЖрИіКсНиУцЕФдВ,ШЛКѓбЁдёетМИИідВЙЙдьвЛЬѕ3DжБЯп,ЭЌжсЖШНќЫЦЮЊжБЯпЖШЕФСНБЖЁЃБЛЪеМЏЕФдВдкВтСПЪБзюКУВтСПЦфећдВ,ШчЙћЪЧдквЛИіЩШаЮЩЯВтСП,дђВтСПШэМўМЦЫуГіРДЕФЦЋВюПЩФмКмДѓЁЃ
ЁЁЁЁ1.3 ЧѓОрЗЈ
ЁЁЁЁЭЌжсЖШЮЊБЛВтдЊЫиКЭЛљзМдЊЫижсЯпМфзюДѓОрРыЕФСНБЖЁЃМДгУЙиЯЕМЦЫуГіБЛВтдЊЫиКЭЛљзМдЊЫиЕФзюДѓОрРыКѓ,НЋЦфГЫвд2МДПЩЁЃЧѓОрЗЈдкМЦЫузюДѓОрРыЪБвЊНЋЦфЭЖгАЕНвЛИіЦНУцЩЯРДМЦЫу,вђДЫетИіЦНУцгыгУзїЛљзМЕФжсЕФДЙжБЖШвЊКУЁЃетжжЧщПіБШНЯЪЪКЯВтСПЭЌаФЖШ[2]ЁЃ
ЁЁЁЁ2 ЪЕМЪгІгУ

ЁЁЁЁШчЭМ3,дкБЛВтЙЄзїНиУцНЯЖЬЕФЧщПіЯТ,ПЩгУИФВтжБЯпЖШвдЬцДњЭЌжсЖШЕФБфЭЈЗНЗЈЁЃвђЮЊетжжЧщПіЯТжсЕФЧуаБЖдЙЄМўзАХфгАЯьНЯаЁ,ЖјжсаФЦЋвЦЖдЙЄМўзАХфгАЯьНЯДѓ,ВтСПжсаФЦЋвЦЪЕМЪЩЯОЭЪЧВтСПжсаФСЌЯпЕФжБЯпЖШЁЃОпЬхЪЕЯжЗНЗЈЮЊ:ЗжБ№дкСНИіаЁдВжљЩЯВтСПnИіНиУцдВ,ШЛКѓбЁШЁетnИідВЕФдВаФФтКЯвЛЬѕШ§ЮЌжБЯп,ИУжБЯпЕФжБЯпЖШПЩНќЫЦЬцДњЭЌжсЖШ(ЭЌжсЖШ=2ЁСжБЯпЖШ)ЁЃЙЄзїНиУцдНЖЬ,ИУЗНЗЈаЇЙћдНКУ,ВЂЧвПЩКмЗНБуЕижЦзївЛИізлКЯСПЙцРДбщжЄИУЗНЗЈЕФзМШЗадЁЃШчЭМ4ЫљЪО,вЊЧѓСНЖЫВПЯрЖджсЯпЕФЭЌжсЖШЮЊd0.03,жБНгЪжЖЏВтСПСНВрдВжљЛђепЭЈЙ§ЙЙдьСНдВжљ,ЙЙНЈжсЯп,ЫуГігыжсЯпЕФОрРы,ГЫвд2ОЭЪЧЭЌжсЖШжЕЁЃ
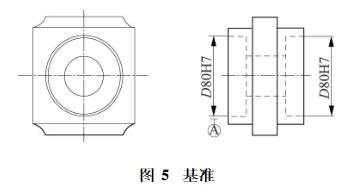
ЁЁЁЁШчЭМ5ЫљЪО,СНD80ЕФПззѓВрЮЊЛљзМA,вЊЧѓгвВрПзЯрЖдЛљзМЭЌжсЖШD0102,ДЫЪБжЛФмЗжБ№ВтЭЗA90B9,A90B180СНЗНЯђВтСП,НЈСЂЙЋЙВжсЯп,ЧѓгвВрПзЖдЛљзМЕФЭЌжсЖШ,жБНгЦРМлМДЕУНсЙћЁЃ
ЁЁЁЁРћгУШ§зјБъВтСПЛњВтСПЙЄМўЭЌжсЖШЪЧвЛЯюЪЕМљадКмЧПЁЂНВОППЦбЇадЁЂзЂжиММЧЩадЕФЙЄзї,жЛгаВЛЖЯЪЕМљ,НгДЅИїжжРраЭЕФЙЄМў,ВХФмЗЂЯжЮЪЬтВЂНтОіЮЪЬт,змНсГіжИЕМадКмКУЕФВтСПММЧЩЁЃ
вдЩЯЪЧРЅЩНгбЫЖЮЊФуНщЩмЕФЪЙгУШ§зјБъВтСПЛњМьВтЭЌжсЖШЕФЗНЗЈЃЌЯЃЭћЖдФњгаЫљАяжњЃЌзїЮЊВЬЫОШ§зјБъЙйЗНЪкШЈДњРэЩЬЃЌЛЖгФњдкЯпЛђРДЕчзЩбЏЙКТђВЬЫОШ§зјБъВтСПЛњЃЌЮвУЧНЋНпГЯЮЊФњЗўЮёЁЃ
ЙиМќДЪ:ВЬЫОШ§зјБъ,Ш§зјБъ,Ш§зјБъВтСПЛњ,ЭЌжсЖШМьВт
ЯрЙидФЖС

